镀金的连接器航空插头可悍性与焊接强度问题解析(二)
来源:本站 发布时间:2018-10-17 19:57:36
镀金的连接器航空插头可悍性与焊接强度问题解析(二)
(二)焊接原理与问题分析。
焊接过程简单来说就是将表面清洁的焊件与焊料加热到一定温度,焊料熔化并润湿焊件表面,在其界面
上发生金属扩散并形成合金层,从而实现金属焊接。焊接主要的三个阶段:润湿----扩散-----合金层。
1、润湿:
在焊料和工件金属表面都足够清洁的前提下,加热熔化的焊料会沿着工件金属的凹凸表面,靠毛细管的
作用扩展,焊料原子与工件金属靠原子引力互相作用,就可以接近到能够互相结合的距离。
2、扩散:
金属之间的扩散现象是在温度升高时,由于金属原子在晶格点陈中呈热振动状态,因此它从一个晶格点
陈自动转移到其他晶格点陈。扩散形成的条件受距离和温度影响,焊接时,焊料和工件金属表面的温度
较高,焊料与工件金属表面的原子才进行相互扩散,在扩散的过程中慢慢形成新的合金。
3、合金层:
焊接后,焊点温度降低到室温,这时就会在焊接处形成由焊料层、合金层和工件金属表面组成的结构,
而合金层在中间层,冷却进,合金层首先以适当的合金状态开始凝固,形成金属结晶,而后结晶向示凝
固的焊料生长。其中有效合金层是镍锡化合物Sn-Ni2。
而在这三个过程中首先镀金层会在工件表面溶解,同时在高温作用下与熔化的锡发生化合,以AuSn4化合
物的形式被析出,如果镀金层溶解过缓,会形成AuSn2化合物。AuSn4和AuSn2作为中间相,因为不同合金
之间会形成一定的脆性,如果中间相合金太多反而会造成焊点的脆性。
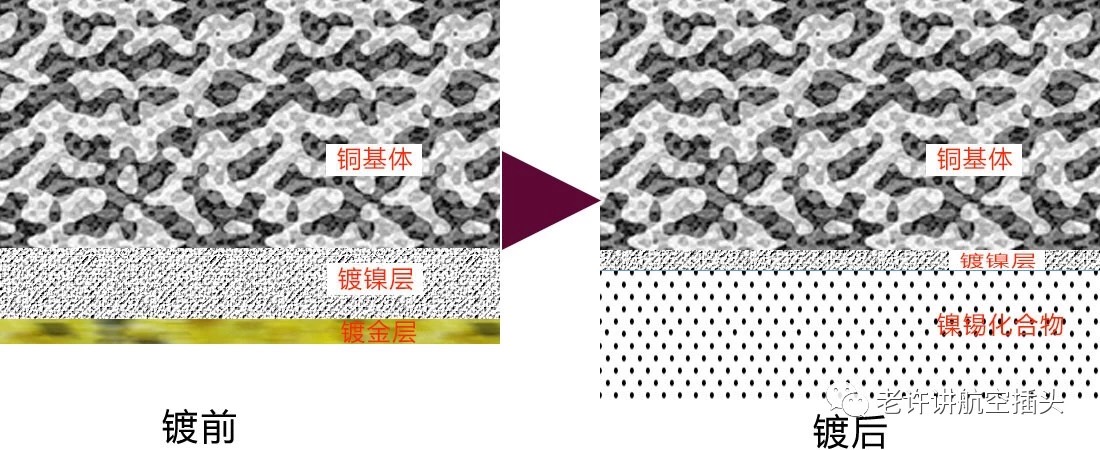
以上就是焊接过程的示意图。
所以我们说的接触体可焊性,实质上指的是镀镍层可焊性,而可焊性的先决条件就是镀镍层是否纯净、
可靠。镀金层作用就是保护镀镍层的,如果镀金层出了问题,就会使污染物进入,从而破坏镀镍层中镍
的性能。镀金层对可焊性影响因素分别是镀金层的表面洁净度、孔隙率和纯度。
1、表面洁净度:
焊接在润湿阶段时,首先就要求工件与焊料的清洁,这个清洁不仅是宏观上的清洁度,也指微观下的清
洁度。如果在镀金时各种洗剂、油液没有得到彻底的清理,或者镀金层表面被污染有其他固体颗粒,就
会造成焊锡时不润湿或爬锡高度不够。
2、孔隙率:
镀金层在微观下都是有孔隙的,但是如果孔隙过大,就会造成镍层的钝化失效,镍层如果发生钝化失效
,则会造成润湿能力变弱、针孔、爬锡高度不够。孔隙率过大的原因主要原因就是电镀不规范,使镍层
有其他固体颗粒,镀液中反应产物过多。
3、纯度:
镀金层的纯度过低一方面会直接增大镀金层的孔隙率,另一方面会在生成金属化合物的过程中产生过多
其他的中间相化合物,降低焊接强度。
除了上述几个方面,镀金层的厚度也会对焊接造成影响,实验已经证明镀金层百度超过1微米时,镀金层
的润湿能力就会下降,印刷板行业一般都执行0.1μm的标准,在一般使用条件下,而民用连接器航空插
头为0.2μm,军工产品为0.5μm。
总结:
连接器航空插头的可焊性标准与方法可参考GJB360A GB2423[1].28、SMTM B678等标准。焊接不仅用户
的事情更是生产厂的事情,只有从原理上理解焊接才能帮助我们不断提升自己的产品品质。
转自老许讲航空插头